
สุดยอดความคิดเห็น
ความคิดเห็นที่ 10
ผมคนหนึ่งที่ใช้เครื่อง MIG เครื่อง MMA ธรรมดาและ TIG หวังว่าคำตอบของผมคงจะเป็นประโยชน์ต่อ จขกท. และผู้ที่ผ่านเข้ามาอ่านนะครับ
ผมชอบใช้ MIG มากกว่าประเภทอื่น นอกจากเสียว่าต้องการงานสะอาดก็จะใช้ TIG หรือซอกแคบๆ ปืนเชื่อมเข้าไม่ถึงก็ใช้เชื่อมธูป MMA สำหรับเครื่อง MIG ผมมีข้อแนะนำดังนี้ครับ
1.ให้พิจารณาตามงานที่จะทำโดยคำนึงถึงความหนาของชิ้นงาน ถ้าไม่หนามาก ก็ให้ซื้อที่ใช้ขนาดลวด 0.6-0.8 งานพวกนี้ส่วนมากเป็นงานตัวถังรถยนต์ และงานเชื่อมโครงสร้างความหนาเหล็กไม่เกิน 4-5 มิล ดูตารางของ คห.7 ประกอบครับ ///แต่ถ้าเชื่อมหนากว่านี้ก็สามารถทำได้โดยใช้ multipass คือเชื่อมทับซ้ำหลายรอบ อย่างไรก็ดีเครื่องพวกนี้จะเล็กและใส่ลวดม้วน 1กก.และ 5กก. สำหรับงาน DIY ลวดม้วนละ 5กก. ก็ถือว่าเหลือเฟือ // ถ้าจะเผื่ออนาคตซึ่งอาจจะเชื่อมหนากว่านี้ก็เล่นพวกที่แอมป์ 200 ขึ้นไปซึ่งใส่ลวด 0.8-1.0 หรือไปถึง 1.2 มม. และใส่ม้วนใหญ่ 15 กก.ได้ ซึ่งก็แล้วแต่กำลังทรัพย์ครับ
2.ข้อนี้สำคัญครับ -- คุณจะเชื่อมโดยใช้ลวดแบบ flux core ด้วยหรือไม่ คือปัจจุบันนี้ลวด flux core เป็นที่นิยมและสะดวกในการเชื่อมมาก เพราะมีแก๊สอยู่ในตัว คุณไม่จำเป็นต้องต่อถังแก๊สคุมผิวเชื่อมให้วุ่นวาย ---- แต่ไม่ใช่เครื่องเชื่อมทุกยี่ห้อจะสะดวกในการสับเปลี่ยนสลับสายกราวด์(สายดิน)นะครับ
กล่าวคือ ถ้าคุณเชื่อมโดยใช้ลวด solid wire และต่อถังแก๊สตามปกติ สายกราวด์จะต่อเข้ากับขั้วลบ และปืนเชื่อมจะต่อขั้วบวก หรือเรียกว่า DCEP - Direct Current Electrode Positive
/// แต่ถ้าคุณจะเชื่อมโดยใช้ลวด Flux core คุณต้องสลับสายกราวด์ไปอยู่ขั้วบวก และปืนเชื่อมต่อกับขั้วลบ หรือที่เรียกกันว่า DCEN - Direct Current Electrode Negative ////ประเด็นนี้แหล่ะจะนำมาให้คิดว่า เครื่องเชื่อมยี่ห้อไหนสลับขั้วได้ง่าย ผมมองดูยี่ห้อ Jasic MIG200-N214 ดูเหมือนจะสลับขั้วยากอยู่นะครับ คืออาจจะต้องใช้ไขควงสลับสายข้างในเครื่อง อย่างไรก็ดี Jasic MIG160-N219 มีสายให้สลับขั้วด้านหน้าเครื่องเหมือนยี่ห้อ Falcon และ Polo และยี่ห้อแพงขึ้นไปอีกหลายยี่ห้อซึ่งเราสามารถสลับขั้วสายได้ง่าย
3.เมื่อคุณได้เครื่องมาแล้ว ถ้าคุณเป็นมือใหม่เพิ่งมาจับเครื่อง MIG ก็ต้องมาเรียนรู้ใหม่ -- เรื่องเรียนรู้ใหม่ไม่ใช่เรื่องยากอะไร เชื่อม MIG โดยพื้นฐานคุณต้องปรับสมดุลย์ระหว่าง Volt และ ความเร็วในการไหลของลวดเชื่อม อ้างอิงตามตารางของ คห.7 ได้บ้าง แต่ไม่ใช่ทุกยี่ห้อจะกำหนดตัวเลขมาแป๊ะตามตาราง บางยี่ห้อก็กำหนดเป็นเลขหลักเดียวแล้วให้คุณอ้างอิงตามคู่มือของเขา บางยี่ห้อเช่น Falcon ก็ให้คุณปรับตามขีดของปุ่มหมุนคือคุณตั้ง Volt เท่าไหร่คุณก็ตั้งขีดของการไหลของเส้นลวดเท่ากับ Volt -- ความสมดุย์ของสองอย่างที่ว่าจะมาประกอบกับการเคลื่อนที่เร็วช้าของมือคุณเองอีกที
4.วิธี Transfer หรือวิธีเติมเนื้อเหล็กเข้าในชิ้นงานมีหลายวิธีครับ เช่นวิธี Short Circuit สำหรับเหล็กบาง วิธีนี้รากเชื่อมไม่ลงลึก ไม่ทะลุ // วิธีแบบ Globular คือเติมเนื้อเหล็กให้ใหญ่ไม่เน้นรากลึก และวิธีสำหรับเหล็กหนาคือ Spray คือเน้นรากลึกและหยดของเหล็กเหลวเล็กทิ่มทะลุลงไป -- ดังนั้นที่มีความเห็นว่าเชื่อม MIG ได้รากเชื่อมลึกสู้แบบเชื่อมธูป Arc MMA ไม่ได้นั้นไม่เป็นความจริงครับ เพราะตึกสูงสมัยนี้ เชื่อมด้วย MIG ทั้งนั้น เช่นลิ้งค์ข้างล่างนี้
https://www.youtube.com/watch?v=8p4tUj0EOGg
5.อยากให้คุณศึกษาต่อยอดไปกับ 2 คนนี้ซึ่งผมติดตามดูประจำทาง youtube คือ Bob Moffat จาก weld.com
https://www.youtube.com/watch?v=QlmOb1tIJ4Y
และอีกคนคือ Jody Collier จาก weldingtips & tricks คนนี้เก่งทั้ง MIG ทั้ง TIG บางครั้งก็เห็นแว๊บๆ มาเชื่อมธูปให้ดู
https://www.youtube.com/watch?v=jtlOOOTpZYM
**ทำใจนิดนึ่งเพราะทางอเมริกาเขาใช้มาตราวัดเป็นแบบ imperial คือเป็นนิ้ว เป็นหุน -- ในโลกนี้เหลืออยู่ 3 ประเทศที่ไม่ยอมเปลี่ยนไปใช้หน่วยชั่งตวงวัดแบบเมตริกซ์ คือ อเมริกา พม่า ลิเบีย /// ดังนั้นเวลาเขาพูดถึงความหนาหรือพูดถึงขนาดของเส้นลวด คุณควรมีตารางไว้แปลงหน่วยวัดนิ้วออกมาเป็นมิลลิเมตรนะครับ จะได้เข้าใจตรงกัน
/// ดังนั้นเวลาเขาพูดถึงความหนาหรือพูดถึงขนาดของเส้นลวด คุณควรมีตารางไว้แปลงหน่วยวัดนิ้วออกมาเป็นมิลลิเมตรนะครับ จะได้เข้าใจตรงกัน
ร่ายมาเสียยาว ถ้าจะให้เลือกตามคำถามของคุณ ผมเลือก Falcon ครับ คือสลับสายขั้วบวกลบง่าย และผมใช้ Falcom Max Mig 225 รุ่น2 อยู่ครับ ตัวนี้ดีกว่าตัว 200 อยู่ คือใส่ลวด 1.0มม.ได้ ใส่ม้วน 15 กก.ได้ และมีช่องเสียบ spool gun ถ้าหากวันใดวันหนึ่งอยากเชื่อมอลูมิเนียมก็จัดไป ซื้อมา 21,900 บ. ราคานี้ถือว่าโอเค ได้แอมป์จริงไม่ใช่ตัวเลขเว่อร์ ส่วนตัวแล้วถ้าหากมีเงินเหลือกินเหลือใช้ก็อยากจะเล่นเครื่องนอกอย่าง Miller หรือ Lincoln / Hobart ราคาเรือนค่อนแสนถึงแสนบาท แต่สภาพการเงินผมตอนนี้จับต้องเล่นเครื่องจีนได้อย่างเดียว แต่ก็ขอให้เป็นเครื่องจีนที่ไว้ใจได้ก็พอครับ
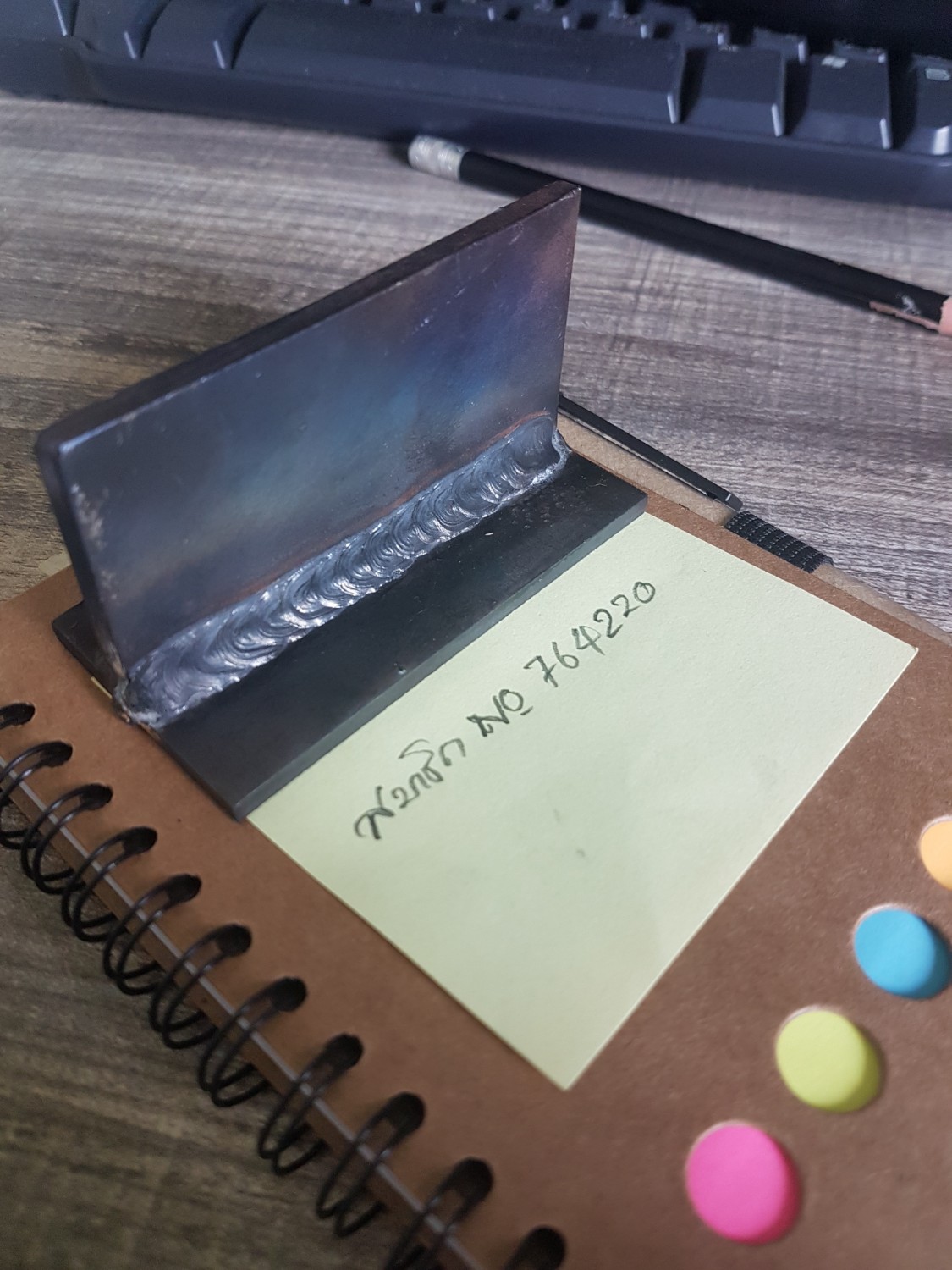
ตัวอย่างด้านล่าง เชื่อมจากเครื่อง Falcon Max MIG225 เหล็กแผ่นหนา 4 มิล ตั้งค่า 19V - 115 A // ลวด Flux Core 1.0 โหมด Transfer ในที่นี้เป็น spray มากกว่าจะเป็น globular ครับ - ทดลองตั้ง Amp และ Volt สูงกว่านี้เพื่อให้มันเป็น spray เต็มตัว คืออยากได้ยินเสียงเหมือน spray ที่เชื่อมแบบ GMAW แนวนอน - แต่เนื้อเหล็กที่เติมเข้าไปร้อนและเหลวเกินไปครับ เลยต้องหยุดที่ 19V/115A เพื่อให้เชื่อมแนวตั้งได้ด้วย โดยที่เหล็กไม่หลอมเหลวหยดลงมาครับ
ภาพ 1 เดินแนวแบบลากปืนเชื่อมย้อนหลังแล้วเดินต่อ
ภาพ 2 เดินแนวแบบแกว่งปืนเชื่อมรูปตัว e
ภาพ 3 เติมเนื้อเหล็กซ้ำรอบที่สอง


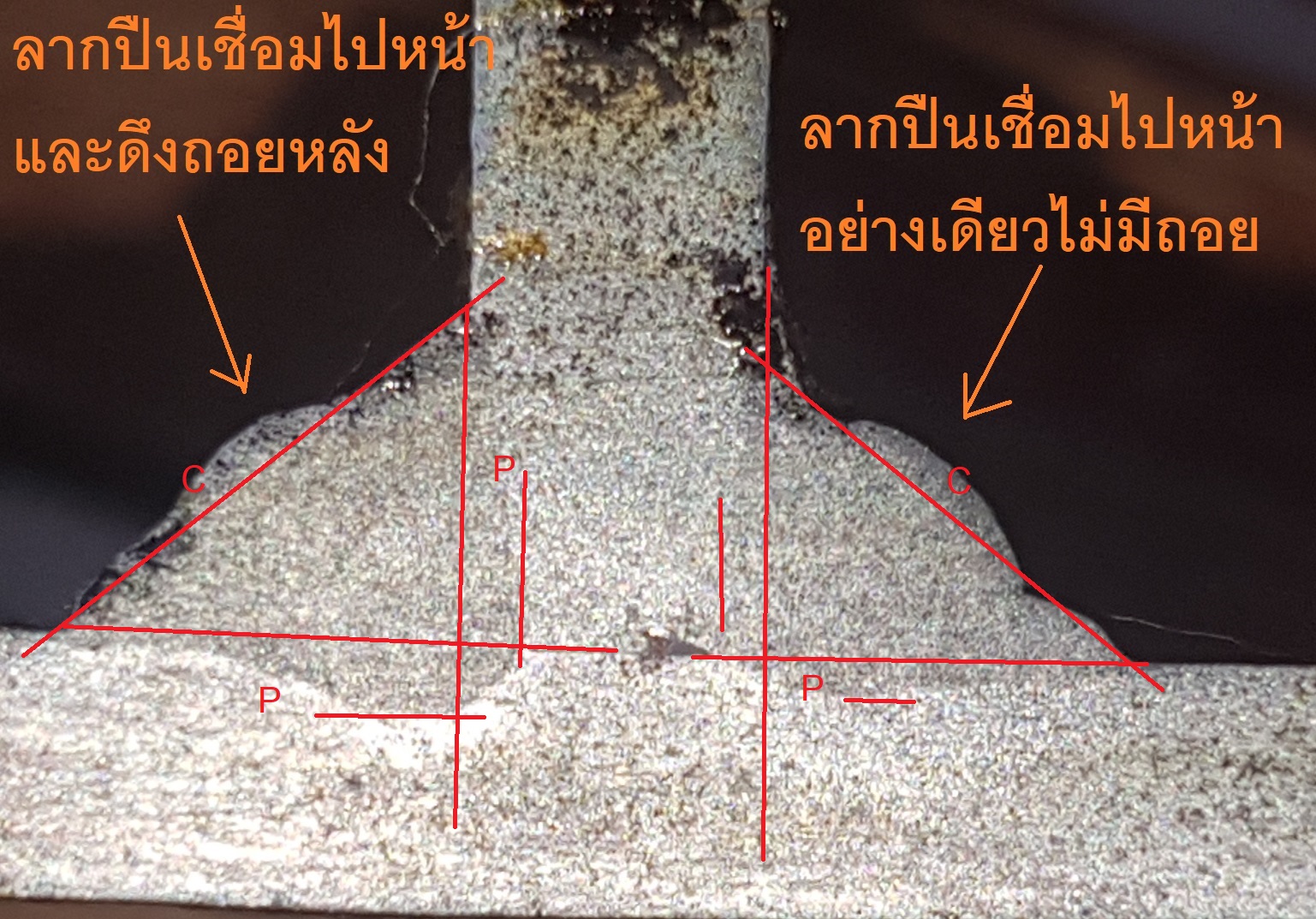
เมื่อผมทำ Macro Etching ด้วยกรดไนตริก ได้ผลดังนี้ครับ
-ถ้าเดินหน้าปืนเชื่อมอย่างเดียวเนื้อเหล็กแนวเจาะลึก (P) ไม่เป็นที่น่าพอใจเลย คือตื้นเกิน
-ถ้าเดินหน้าปืนเชื่อมแล้วดึงถอยหลังแล้วเดินหน้าไปต่อ คล้ายด้นเย็บผ้า จะได้แนวเจาะกินลึกดีกว่าครับ สังเกต P
-ส่วนของ Convex ถ้าเติมเนื้อเหล็กสองรอบ convex ดูหน้าเกลียดอยู่นะครับ ถ้าเชื่อมด้านแนวตั้งขึ้นก็พอยอมรับถูไถกันไปได้
โปรดดูภาพด้านล่างครับ



ผมชอบใช้ MIG มากกว่าประเภทอื่น นอกจากเสียว่าต้องการงานสะอาดก็จะใช้ TIG หรือซอกแคบๆ ปืนเชื่อมเข้าไม่ถึงก็ใช้เชื่อมธูป MMA สำหรับเครื่อง MIG ผมมีข้อแนะนำดังนี้ครับ
1.ให้พิจารณาตามงานที่จะทำโดยคำนึงถึงความหนาของชิ้นงาน ถ้าไม่หนามาก ก็ให้ซื้อที่ใช้ขนาดลวด 0.6-0.8 งานพวกนี้ส่วนมากเป็นงานตัวถังรถยนต์ และงานเชื่อมโครงสร้างความหนาเหล็กไม่เกิน 4-5 มิล ดูตารางของ คห.7 ประกอบครับ ///แต่ถ้าเชื่อมหนากว่านี้ก็สามารถทำได้โดยใช้ multipass คือเชื่อมทับซ้ำหลายรอบ อย่างไรก็ดีเครื่องพวกนี้จะเล็กและใส่ลวดม้วน 1กก.และ 5กก. สำหรับงาน DIY ลวดม้วนละ 5กก. ก็ถือว่าเหลือเฟือ // ถ้าจะเผื่ออนาคตซึ่งอาจจะเชื่อมหนากว่านี้ก็เล่นพวกที่แอมป์ 200 ขึ้นไปซึ่งใส่ลวด 0.8-1.0 หรือไปถึง 1.2 มม. และใส่ม้วนใหญ่ 15 กก.ได้ ซึ่งก็แล้วแต่กำลังทรัพย์ครับ
2.ข้อนี้สำคัญครับ -- คุณจะเชื่อมโดยใช้ลวดแบบ flux core ด้วยหรือไม่ คือปัจจุบันนี้ลวด flux core เป็นที่นิยมและสะดวกในการเชื่อมมาก เพราะมีแก๊สอยู่ในตัว คุณไม่จำเป็นต้องต่อถังแก๊สคุมผิวเชื่อมให้วุ่นวาย ---- แต่ไม่ใช่เครื่องเชื่อมทุกยี่ห้อจะสะดวกในการสับเปลี่ยนสลับสายกราวด์(สายดิน)นะครับ
กล่าวคือ ถ้าคุณเชื่อมโดยใช้ลวด solid wire และต่อถังแก๊สตามปกติ สายกราวด์จะต่อเข้ากับขั้วลบ และปืนเชื่อมจะต่อขั้วบวก หรือเรียกว่า DCEP - Direct Current Electrode Positive
/// แต่ถ้าคุณจะเชื่อมโดยใช้ลวด Flux core คุณต้องสลับสายกราวด์ไปอยู่ขั้วบวก และปืนเชื่อมต่อกับขั้วลบ หรือที่เรียกกันว่า DCEN - Direct Current Electrode Negative ////ประเด็นนี้แหล่ะจะนำมาให้คิดว่า เครื่องเชื่อมยี่ห้อไหนสลับขั้วได้ง่าย ผมมองดูยี่ห้อ Jasic MIG200-N214 ดูเหมือนจะสลับขั้วยากอยู่นะครับ คืออาจจะต้องใช้ไขควงสลับสายข้างในเครื่อง อย่างไรก็ดี Jasic MIG160-N219 มีสายให้สลับขั้วด้านหน้าเครื่องเหมือนยี่ห้อ Falcon และ Polo และยี่ห้อแพงขึ้นไปอีกหลายยี่ห้อซึ่งเราสามารถสลับขั้วสายได้ง่าย
3.เมื่อคุณได้เครื่องมาแล้ว ถ้าคุณเป็นมือใหม่เพิ่งมาจับเครื่อง MIG ก็ต้องมาเรียนรู้ใหม่ -- เรื่องเรียนรู้ใหม่ไม่ใช่เรื่องยากอะไร เชื่อม MIG โดยพื้นฐานคุณต้องปรับสมดุลย์ระหว่าง Volt และ ความเร็วในการไหลของลวดเชื่อม อ้างอิงตามตารางของ คห.7 ได้บ้าง แต่ไม่ใช่ทุกยี่ห้อจะกำหนดตัวเลขมาแป๊ะตามตาราง บางยี่ห้อก็กำหนดเป็นเลขหลักเดียวแล้วให้คุณอ้างอิงตามคู่มือของเขา บางยี่ห้อเช่น Falcon ก็ให้คุณปรับตามขีดของปุ่มหมุนคือคุณตั้ง Volt เท่าไหร่คุณก็ตั้งขีดของการไหลของเส้นลวดเท่ากับ Volt -- ความสมดุย์ของสองอย่างที่ว่าจะมาประกอบกับการเคลื่อนที่เร็วช้าของมือคุณเองอีกที
4.วิธี Transfer หรือวิธีเติมเนื้อเหล็กเข้าในชิ้นงานมีหลายวิธีครับ เช่นวิธี Short Circuit สำหรับเหล็กบาง วิธีนี้รากเชื่อมไม่ลงลึก ไม่ทะลุ // วิธีแบบ Globular คือเติมเนื้อเหล็กให้ใหญ่ไม่เน้นรากลึก และวิธีสำหรับเหล็กหนาคือ Spray คือเน้นรากลึกและหยดของเหล็กเหลวเล็กทิ่มทะลุลงไป -- ดังนั้นที่มีความเห็นว่าเชื่อม MIG ได้รากเชื่อมลึกสู้แบบเชื่อมธูป Arc MMA ไม่ได้นั้นไม่เป็นความจริงครับ เพราะตึกสูงสมัยนี้ เชื่อมด้วย MIG ทั้งนั้น เช่นลิ้งค์ข้างล่างนี้
https://www.youtube.com/watch?v=8p4tUj0EOGg
5.อยากให้คุณศึกษาต่อยอดไปกับ 2 คนนี้ซึ่งผมติดตามดูประจำทาง youtube คือ Bob Moffat จาก weld.com
https://www.youtube.com/watch?v=QlmOb1tIJ4Y
และอีกคนคือ Jody Collier จาก weldingtips & tricks คนนี้เก่งทั้ง MIG ทั้ง TIG บางครั้งก็เห็นแว๊บๆ มาเชื่อมธูปให้ดู
https://www.youtube.com/watch?v=jtlOOOTpZYM
**ทำใจนิดนึ่งเพราะทางอเมริกาเขาใช้มาตราวัดเป็นแบบ imperial คือเป็นนิ้ว เป็นหุน -- ในโลกนี้เหลืออยู่ 3 ประเทศที่ไม่ยอมเปลี่ยนไปใช้หน่วยชั่งตวงวัดแบบเมตริกซ์ คือ อเมริกา พม่า ลิเบีย
/// ดังนั้นเวลาเขาพูดถึงความหนาหรือพูดถึงขนาดของเส้นลวด คุณควรมีตารางไว้แปลงหน่วยวัดนิ้วออกมาเป็นมิลลิเมตรนะครับ จะได้เข้าใจตรงกัน ร่ายมาเสียยาว ถ้าจะให้เลือกตามคำถามของคุณ ผมเลือก Falcon ครับ คือสลับสายขั้วบวกลบง่าย และผมใช้ Falcom Max Mig 225 รุ่น2 อยู่ครับ ตัวนี้ดีกว่าตัว 200 อยู่ คือใส่ลวด 1.0มม.ได้ ใส่ม้วน 15 กก.ได้ และมีช่องเสียบ spool gun ถ้าหากวันใดวันหนึ่งอยากเชื่อมอลูมิเนียมก็จัดไป ซื้อมา 21,900 บ. ราคานี้ถือว่าโอเค ได้แอมป์จริงไม่ใช่ตัวเลขเว่อร์ ส่วนตัวแล้วถ้าหากมีเงินเหลือกินเหลือใช้ก็อยากจะเล่นเครื่องนอกอย่าง Miller หรือ Lincoln / Hobart ราคาเรือนค่อนแสนถึงแสนบาท แต่สภาพการเงินผมตอนนี้จับต้องเล่นเครื่องจีนได้อย่างเดียว แต่ก็ขอให้เป็นเครื่องจีนที่ไว้ใจได้ก็พอครับ
ตัวอย่างด้านล่าง เชื่อมจากเครื่อง Falcon Max MIG225 เหล็กแผ่นหนา 4 มิล ตั้งค่า 19V - 115 A // ลวด Flux Core 1.0 โหมด Transfer ในที่นี้เป็น spray มากกว่าจะเป็น globular ครับ - ทดลองตั้ง Amp และ Volt สูงกว่านี้เพื่อให้มันเป็น spray เต็มตัว คืออยากได้ยินเสียงเหมือน spray ที่เชื่อมแบบ GMAW แนวนอน - แต่เนื้อเหล็กที่เติมเข้าไปร้อนและเหลวเกินไปครับ เลยต้องหยุดที่ 19V/115A เพื่อให้เชื่อมแนวตั้งได้ด้วย โดยที่เหล็กไม่หลอมเหลวหยดลงมาครับ
ภาพ 1 เดินแนวแบบลากปืนเชื่อมย้อนหลังแล้วเดินต่อ
ภาพ 2 เดินแนวแบบแกว่งปืนเชื่อมรูปตัว e
ภาพ 3 เติมเนื้อเหล็กซ้ำรอบที่สอง
เมื่อผมทำ Macro Etching ด้วยกรดไนตริก ได้ผลดังนี้ครับ
-ถ้าเดินหน้าปืนเชื่อมอย่างเดียวเนื้อเหล็กแนวเจาะลึก (P) ไม่เป็นที่น่าพอใจเลย คือตื้นเกิน
-ถ้าเดินหน้าปืนเชื่อมแล้วดึงถอยหลังแล้วเดินหน้าไปต่อ คล้ายด้นเย็บผ้า จะได้แนวเจาะกินลึกดีกว่าครับ สังเกต P
-ส่วนของ Convex ถ้าเติมเนื้อเหล็กสองรอบ convex ดูหน้าเกลียดอยู่นะครับ ถ้าเชื่อมด้านแนวตั้งขึ้นก็พอยอมรับถูไถกันไปได้
โปรดดูภาพด้านล่างครับ
สมาชิกหมายเลข 6996696 ถูกใจ, สมาชิกหมายเลข 2488576 ถูกใจ, สมาชิกหมายเลข 1163449 ถูกใจ, สะเรียมหวาน ถูกใจ, น้อยหมู ถูกใจ, สมาชิกหมายเลข 6787121 ถูกใจ, ล็อกอินมาเพื่อกด ถูกใจ, Sudjarid back ถูกใจ, สมาชิกหมายเลข 1111543 ถูกใจ, สมาชิกหมายเลข 6085598 ถูกใจรวมถึงอีก 6 คน ร่วมแสดงความรู้สึก
แสดงความคิดเห็น
เครื่องเชื่อม Mig 3ยี่ห้อนี้เลือกอันไหนดีครับ
1.Polo Mig200 ราคาประมาณ หมื่นนิดๆ
2.Jasic mig 160 n 219 ราคาประมาณหมื่นกลางๆ
3.Falcon Max Mig 200 ราคาปนะมาณหมื่นปลายๆ
ผมจะเอามาเชื่อมแบบไม่ใช้แก้ส และใช้ลวดเชื่อม Fluke core ครับ
ขอบคุณครับ